



1. Basic types and characteristics.
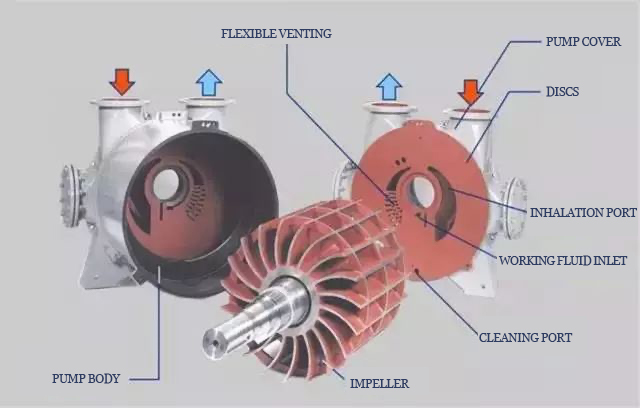
Water ring pumps can be divided into the following types according to different structures.
■ Single-stage single-acting water ring pumps: single-stage means that there is only one impeller, and single-acting means that the impeller rotates once per week, and the suction and exhaust are carried out once each. The ultimate vacuum of this pump is higher, but the pumping speed and efficiency are lower.
■Single-stage double-acting water ring pump: single-stage means only one impeller, double-acting means that every week the impeller rotates, suction and exhaust are performed twice. In the same pumping speed conditions, double-acting water ring pump than single-acting water ring pump greatly reduces the size and weight. As the working chamber is symmetrically distributed on both sides of the pump hub, the load acting on the rotor is improved. The pumping speed of this type of pump is higher and the efficiency is higher, but the ultimate vacuum is lower.
■Double-stage water ring pumps: Most double-stage water ring pumps are single-acting pumps in series. In essence, it is two single-stage single-acting water ring pump impellers sharing a common mandrel connection. Its main feature is that it still has a large pumping speed at a high vacuum level and a stable working condition.
■Atmospheric water ring pump: The atmospheric water ring pump is actually a set of atmospheric ejectors in series with a water ring pump. The water ring pump is connected in series with an atmospheric pump in front of the water ring pump in order to increase the ultimate vacuum and to extend the range of use of the pump.
Water ring pumps have the following advantages compared to other types of mechanical vacuum pumps.
▪ Simple structure, low manufacturing accuracy requirements, easy to process. Simple operation and easy maintenance.
▪ Compact structure, the pump is usually directly connected to the motor and has a high rpm. With smaller structural dimensions, a larger exhaust volume can be obtained.
▪ No metal friction surfaces in the pump cavity, no lubrication of the pump is required. The sealing between the rotating and fixed parts can be done directly by a water seal.
▪The temperature change of the compressed gas in the pump chamber is very small and can be considered as isothermal compression, so flammable and explosive gases can be pumped out.
▪The absence of an exhaust valve and friction surfaces enables the pump to remove dusty gases, condensable gases and gas-water mixtures.
2 Disadvantages of water ring pumps.
▪ Low efficiency, generally around 30%, better up to 50%.
▪ Low vacuum level. This is not only because of the structural limitations, but more importantly, by the working fluid saturation vapour pressure.
In general, water ring pumps are widely used because of their outstanding advantages such as isothermal compression and the use of water as sealing fluid, the possibility of pumping out flammable, explosive and corrosive gases, and also the possibility of pumping out gases containing dust and moisture.
3 Applications of water ring vacuum pumps
Applications in the power industry: condenser evacuation, vacuum suction, flue gas desulphurisation, fly ash transport, turbine seal tube exhaust, vacuum exhaust, discharge of geothermal gas.
Applications in the petrochemical industry: gas recovery, gas recovery, gas boosting, enhanced oil recovery, gas collection, crude oil stabilisation, crude oil vacuum distillation, exhaust compression, vapour recovery/gas boosting, filtration/wax removal, tail gas recovery, polyester production, PVC production, packaging, circulating gas compression, variable pressure adsorption (PSA), production, compression of flammable and explosive gases such as acetylene and hydrogen, crude oil Vacuum systems at the top of towers in reduced pressure distillation, vacuum crystallisation and drying, vacuum filtration, vacuum conveying of various materials.
Applications in the manufacturing industry: drying (trays, rotary, tumbling, conical and freeze dryers), reproduction/reactor drying, distillation, degassing, crystallisation/vaporisation, refilling and/or material transfer.
Applications in pulp and paper production: black liquor evaporation, coarse pulp washers, lime slurry and filters, sediment filters, vacuum dewaterers, raw material and white water degassing systems, stock conditioning box compressors, suction boxes, couch rolls, suction transfer rolls and transfer rolls, vacuum presses, wool fabric suction boxes, anti-blow boxes.
Applications in the plastics industry: extruder de-aeration, sizing tables (profiling), EPS foaming, drying, pneumatic conveying units, vinyl chloride gas extraction and compression.
Applications in the apparatus industry: steam sterilisation, breathing apparatus, air mattresses, protective clothing, dental instruments, central vacuum systems.
Applications in the environmental industry: waste water treatment, biogas compression, vacuum water filling, waste water purification / activated sludge tank oxidation, fish pond ventilation, waste generation gas recovery (biogas), biogas recovery (biogas), waste treatment machines.
Applications in the food and beverage industry: salmon cleaning machines, mineral water degassing, salad oil and fat deodorisation, tea and spice sterilisation, sausage and ham production, wetting of tobacco products, vacuum evaporators.
Applications in the packaging industry: inflating bags to fill goods, bringing open bags by means of evacuation, transporting packaging materials and products, attaching labels and packaging items with glue, lifting cardboard boxes by means of vacuum manipulators and assembling them, vacuum packaging and ventilated packaging (MAP), PET container production, drying of plastic pellets, conveying of plastic pellets, de-aeration of extruders, jet moulding De-gassing and treatment of injection moulded parts, drying of injection moulded parts, blow moulding of bottles, plasma treatment to set the barrier, pneumatic conveying of bottles, filling and filling , labelling, packaging and moulding, recycling.
Applications in the wood processing industry: holding and gripping, wood drying, wood preservation, impregnation of logs.
Applications in the maritime industry: condenser exhaust, central vacuum pumping, marine low pressure air compressors, turbine seal pipe exhaust.
Applications in facility handling: drying floors, corrosion protection of water lines, central vacuum cleaning systems.
Applications in the metallurgical industry: steel de-aeration.
Applications in the sugar industry: preparation of CO2, filtration of dirt, applications in evaporators and vacuum suction cups.
4 Key points for selection
I. Determination of the type of water ring vacuum pump
The type of water ring vacuum pump is mainly determined by the pumped medium, the required gas volume, vacuum degree or exhaust pressure.
II.Second, the water ring vacuum pump needs to pay attention to two points after normal operation.
1、As far as possible, the vacuum level of the selected vacuum pump is required to be within the high efficiency zone, that is, to operate in the area of the critical required vacuum level or the critical required exhaust pressure, so as to ensure that the vacuum pump can work normally according to the required conditions and requirements. Operation near the maximum vacuum level or maximum exhaust pressure range of the vacuum pump should be avoided.
Operating in this area is not only extremely inefficient, but also very unstable and prone to vibration and noise. For vacuum pumps with a high vacuum level, operating within this area, cavitation often also occurs, which is evident by noise and vibration within the vacuum pump. Excessive cavitation can lead to damage to the pump body, impeller and other components, so that the vacuum pump does not work properly.
It can be seen that when the vacuum or gas pressure required by the vacuum pump is not high, priority can be given to the single-stage pump. If the requirement of vacuum degree or gas pressure is high, single-stage pump often can’t meet it, or, the requirement of pump still has large gas volume in the case of higher vacuum degree, that is, the requirement of performance curve is flatter in higher vacuum degree, two-stage pump can be chosen. If the vacuum requirement is above -710mmHg, Roots water ring vacuum unit can be used as vacuum pumping device.
2、Correctly choose the vacuum pump according to the required pumping capacity of the system
If the type of vacuum pump or vacuum unit is selected, the correct model should be chosen according to the required pumping capacity of the system.
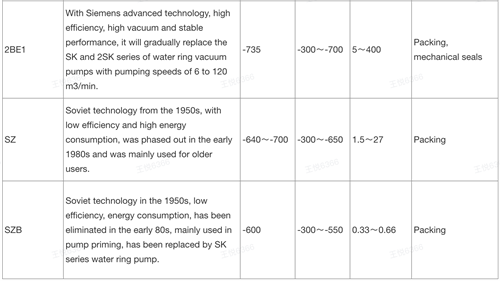
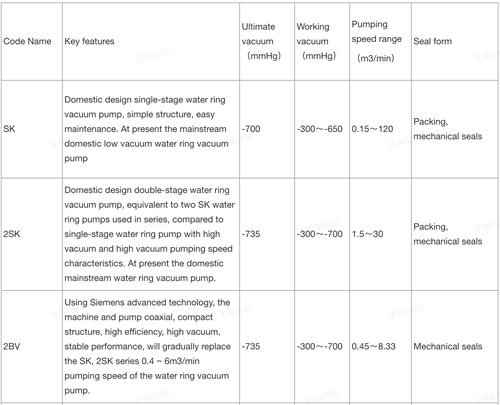
The characteristics of the various types of water ring vacuum pumps are as follows.
Post time: Aug-18-2022